電氣控製PID和插補控製詳解
電氣控製PID和插補控製詳解
如果隻是對一般的電氣控製而言,算法上PID是沒有插補控製那麼高深的了。但是如果放眼過程控製這些,PID的控製難度就非常大了,特別對於一些大純滯後係統。而插補控製麵對的模型比較精準,雖然看起來複雜,但是未必就很難了。不管是哪種控製,現在的PLC或者數控係統,已經集成了這些基本的PID和插補控製算法,你隻要在應用層調用就好了,所以使用起來就是一個功能塊,沒有什麼操心的
一、PID發展100多年了,基本的原理還是那三板斧:比例,積分和微分
在過程控製中,按偏差的比例(P)、積分(I)和微分(D)進行控製的PID控製器(亦稱PID調節器)是應用最為廣泛的一種自動控製器。它具有原理簡單,易於實現,適用麵廣,控製參數相互獨立,參數的選定比較簡單等優點;而且在理論上可以證明,對於過程控製的典型對象──“一階滯後+純滯後”與“二階滯後+純滯後”的控製對象,PID控製器是一種最優控製。PID調節規律是連續係統動態品質校正的一種有效方法,它的參數整定方式簡便,結構改變靈活(PI、PD、…)。
首先幫大家解決一下什麼是PID調節,為什麼就要這樣的疑惑。
PID是比例,積分,微分的英文單詞的首字母的簡稱。
1、下麵舉個例子說明一下PID,讓大家有個感官的認識。
一個人閉眼走路,假設他知道自己離目的地有100米遠,那麼他就可以以每秒一米一步這樣的速度走向目的地,100米剛剛好是100步,這是一個非常理想化的現象。假設他不知道目的地有多遠,目的地可能是1000米也有可能是10000米,他用每秒每步3米得速度向前,很不巧的是這個目的地在80米處,他走了26步時剛剛好差2米,走27步有剛剛好又多出1米,這就是所謂的穩態誤差,如果這個人知道目的地在大概15米處得地方,開始這個人以每秒一米一步的速度,走完一步然後目測一下離目的地還有多遠,結果發現還剩下大概14米,顯然一米一步太慢,因此這個人決定每秒大於一米一步走,得出一條式子,
y=Kp*e(t)
其中y為下一次要每步要走的距離,e(t) 為目測距離,也就是偏差,換句話說就是自己走了的距離跟要走的距離也就是目的地的誤差,Kp就是一個常數,假設我們把Kp設置為0.5,
y=Kp*e(t)可以得出y=7;也就是說那個人下一步要以每秒7米得速度走,重複上述的過程,,7+1共走了8米,然後目測一下距離15米處還有多遠,還有7米得誤差,所以下一步要走3.5米,然後在重複,發現最後會出現一個穩態的誤差,也就是多走一步會超出目的地,少走一步又沒到目的地。當然這個上述的例子情況非常特殊,大家可能覺得最後那些誤差可以忽略,但是實際應用中,肯定沒有人走路的那麼特殊,按照這種線性比例下去最後得到的誤差會非常大,所以就引入了一個積分的概念,積分的數學幾何定義是在區間[a, b]裏連續的非負曲線與直線x=a,x=b圍成的圖形的麵積。從積分的定義可以得到一個函數
其中Ti為積分時間,e(t)就是誤差了。Y就是輸出,它是個不定積分,事實上把它融入到上述人走路的例子它是個定積分,從0 到t時刻的誤差的對時間的積分,也就是說誤差曲線e(t)與時間軸圍成的麵積,積分時間Ti是一個常量,也就是說是自己規定大小,很明顯,由上式得y為e(t)與t所圍成的圖形的麵積的除以Ti的值,Ti越大y越小,Ti越小y越大,大了係統會動蕩,所以要慢慢調節係數。
2、下麵是關於積分跟比例的專業闡述:
比例(P)控製
比例控製是一種最簡單的控製方式。其控製器的輸出與輸入誤差信號成比例關係。當僅有比例控製時係統輸出存在穩態誤差(Steady-state error)。
積分(I)控製
在積分控製中,控製器的輸出與輸入誤差信號的積分成正比關係。對一個自動控製係統,如果在進入穩態後存在穩態誤差,則稱這個控製係統是有穩態誤差的或簡稱有差係統(System with Steady-state Error)。
為了消除穩態誤差,在控製器中必須引入“積分項”。積分項對誤差取決於時間的積分,隨著時間的增加,積分項會增大。這樣,即便誤差很小,積分項也會隨著時間的增加而加大,它推動控製器的輸出增大使穩態誤差進一步減小,直到等於零。
因此,比例+積分(PI)控製器,可以使係統在進入穩態後無穩態誤差。
微分調節就是偏差值的變化率。例如,如果輸入偏差值線性變化,則在調節器輸出側疊加一個恒定的調節量。大部分控製係統不需要調節微分時間。因為隻有時間滯後的係統才需要附加這個參數。如果畫蛇添足加上這個參數反而會使係統的控製受到影響。
舉個例子,人去調節窩爐的溫度,慢慢調節旋鈕,使得溫度慢慢變大,要使得溫度達到某個固定值,人可以慢慢調節,邊看溫度邊調節,如果開始離這個這目標溫度遠就快速旋旋鈕(比例效果),到最後要使得溫度誤差小就微調(積分效果),然後實際上溫度是有一個慣性在那裏,開始你以很快速度調節旋鈕的時候溫度不會突變,不會一下子就達到穩定值,它慢慢增加到最後,但是不是每個人都是這麼有經驗,當他看到溫度值離目標溫度還差這麼遠,又加快旋轉旋鈕,最終結果導致實際溫度跟目標溫度差別非常遠,微調也跟本沒法調整,最後導致係統的不穩定,但是如果這個人很有經驗,他事先知道這個溫度是有慣性的,開始它快速旋轉旋鈕看溫度上升率非常高,也就是溫度變化非常快,他就放慢旋轉速度了,最後結果是準確的把溫度調整到最佳(微分效果)。
人可以是這樣子,但是計算機可不會這樣調節,那麼就要通過一個PID得到一個輸出值來調節了。
下麵是一段關於微分的專業闡述:
控製器的輸出與輸入誤差信號的微分(即誤差的變化率)成正比關係。 自動控製係統在克服誤差的調節過程中可能會出現振蕩甚至失穩。其原因是由於存在有較大慣性組件(環節)或有滯後(delay)組件,具有抑製誤差的作用,其變化總是落後於誤差的變化。解決的辦法是使抑製誤差的作用的變化“超前”,即在誤差接近零時,抑製誤差的作用就應該是零。這就是說,在控製器中僅引入 “比例”項往往是不夠的,比例項的作用僅是放大誤差的幅值,而目前需要增加的是“微分項”,它能預測誤差變化的趨勢,這樣,具有比例+微分的控製器,就能 夠提前使抑製誤差的控製作用等於零,甚至為負值,從而避免了被控量的嚴重超調。所以對有較大慣性或滯後的被控對象,比例+微分(PD)控製器能改善係統在 調節過程中的動態特性。
綜上所述得到一個一條公式,這個就是模擬PID
3、接著講PID參數的整定
PID公式中,那幾個常數係數Kp,Ti,Td等是怎麼被確定下來然後帶入PID算法中的。如果要運用PID,則PID參數是必須由自己調出來適合自己的項目的。通常四旋翼,自平衡車的參數都是由自己一個調節出來的,這是一個繁瑣的過程。本次我們可以不管,關於PID參數怎麼確定的,網上有很多經驗可以借鑒。比如那個經典的經驗試湊口訣:
參數整定找最佳, 從小到大順序查。
先是比例後積分, 最後再把微分加。
曲線振蕩很頻繁, 比例度盤要放大。
曲線漂浮繞大彎, 比例度盤往小扳。
曲線偏離回複慢, 積分時間往下降。
曲線波動周期長, 積分時間再加長。
曲線振蕩頻率快, 先把微分降下來。
動差大來波動慢, 微分時間應加長。
理想曲線兩個波, 前高後低四比一。
一看二調多分析, 調節質量不會低。
4、在代碼中理解PID:(好好看注釋,很好理解的。注意結合下麵PID的公式)
首先看PID的增量型公式:
PID=Uk+KP*【E(k)-E(k-1)】+KI*E(k)+KD*【E(k)-2E(k-1)+E(k-2)】
在單片機中運用PID,出於速度和RAM的考慮,一般不用浮點數,這裏以整型變量為例來講述PID在單片機中的運用。由於是用整型來做的,所以不是很精確。但是對於一般的場合來說,這個精度也夠了,關於係數和溫度在程序中都放大了10倍,所以精度不是很高,但是大部分的場合都夠了,若不夠,可以再放大10倍或者100倍處理,不超出整個數據類型的範圍就可以了。一下程序包括PID計算和輸出兩部分。當偏差>10度時全速加熱,偏差在10度以內時為PID計算輸出。
程序說明:下麵的程序,先看main函數。可知在對定時器0初始化後就一直在執行PID_Output()函數。在PID_Output()函數中先用iTemp變量來得到PID運算的結果,來決定是啟動加熱絲加熱還是不啟動加熱絲。下麵的if語句結合定時器來決定PID算法多久執行一次。PID_Operation()函數看似很複雜,其實就一直在做一件事:根據提供的數據,用PID公式把最終的PID值算出來。
二、插補控製
插補(Interpolation),即機床數控係統依照一定方法確定刀具運動軌跡的過程。也可以說,已知曲線上的某些數據,按照某種算法計算已知點之間的中間點的方法,也稱為“數據點的密化”;數控裝置根據輸入的零件程序的信息,將程序段所描述的曲線的起點、終點之間的空間進行數據密化,從而形成要求的輪廓軌跡,這種“數據密化”機能就稱為“插補”。
1、插補原理
數控車床的運動控製中,工作台(刀具)X、Y、Z軸的最小移動單位是一個脈衝當量。因此,刀具的運動軌跡是具有極小台階所組成的折線(數據點密化)。例如,用數控車床加工直線OA、曲線OB,刀具是沿X軸移動一步或幾步(一個或幾個脈衝當量Dx),再沿Y軸方向移動一步或幾步(一個或幾個脈衝當量Dy),直至到達目標點。從而合成所需的運動軌跡(直線或曲線)。數控係統根據給定的直線、圓弧(曲線)函數,在理想的軌跡上的已知點之間,進行數據點密化,確定一些中間點的方法,稱為插補。
2、插補(interpolation)定義:
機床數控係統依照一定方法確定刀具運動軌跡的過程。也可以說,已知曲線上的某些數據,按照某種算法計算已知點之間的中間點的方法,也稱為“數據點的密化”。
數控裝置根據輸入的零件程序的信息,將程序段所描述的曲線的起點、終點之間的空間進行數據密化,從而形成要求的輪廓軌跡,這種“數據密化”機能就稱為“插補”。
3、插補分類
一個零件的輪廓往往是多種多樣的,有直線,有圓弧,也有可能是任意曲線,樣條線等.數控機床的刀具往往是不能以曲線的實際輪廓去走刀的,而是近似地以若幹條很小的直線去走刀,走刀的方向一般是x和y方向。插補方式有:直線插補,圓弧插補,拋物線插補,樣條線插補等。
(1)直線插補
直線插補(Llne Interpolation)這是車床上常用的一種插補方式,在此方式中,兩點間的插補沿著直線的點群來逼近,沿此直線控製刀具的運動。所謂直線插補就是隻能用於實際輪廓是直線的插補方式(如果不是直線,也可以用逼近的方式把曲線用一段線段去逼近,從而每一段線段就可以用直線插補了).首先假設在實際輪廓起始點處沿x方向走一小段(一個脈衝當量),發現終點在實際輪廓的下方,則下一條線段沿y方向走一小段,此時如果線段終點還在實際輪廓下方,則繼續沿y方向走一小段,直到在實際輪廓上方以後,再向x方向走一小段,依次循環類推.直到到達輪廓終點為止.這樣,實際輪廓就由一段段的折線拚接而成,雖然是折線,但是如果我們每一段走刀線段都非常小(在精度允許範圍內),那麼此段折線和實際輪廓還是可以近似地看成相同的曲線的--------這就是直線插補.
(2)圓弧插補
圓弧插補(Circula : Interpolation)這是一種插補方式,在此方式中,根據兩端點間的插補數字信息,計算出逼近實際圓弧的點群,控製刀具沿這些點運動,加工出圓弧曲線。
(3)複雜曲線實時插補算法
傳統的 CNC 隻提供直線和圓弧插補,對於非直線和圓弧曲線則采用直線和圓弧分段擬合的方法進行插補。這種方法在處理複雜曲線時會導致數據量大、精度差、進給速度不均、編程複雜等一係列問題,必然對加工質量和加工成本造成較大的影響。許多人開始尋求一種能夠對複雜的自由型曲線曲麵進行直接插補的方法。近年來,國內外的學者對此進行了大量的深入研究,由此也產生了很多新的插補方法。如A(AKIMA)樣條曲線插補、C(CUBIC)樣條曲線插補、貝塞爾(Bezier)曲線插補、PH(Pythagorean-Hodograph)曲線插補、B 樣條曲線插補等。由於 B 樣條類曲線的諸多優點,尤其是在表示和設計自由型曲線曲麵形狀時顯示出的強大功能,使得人們關於自由空間曲線曲麵的直接插補算法的研究多集中在它身上。
4、評價插補算法的指標
穩定性指標
? 插補運算是一種迭代運算,存在著算法穩定性問題。
? 插補算法穩定的充必條件:在插補運算過程中,對計算誤差和舍入誤差沒有累積效應。
? 插補算法穩定是確保輪廓精度要求的前提。
插補精度指標
? 插補精度:插補輪廓與給定輪廓的符合程度,它可用插補誤差來評價。
? 插補誤差分類:
逼近誤差(指用直線逼近曲線時產生的誤差);
計算誤差(指因計算字長限製產生的誤差);
圓整誤差
其中,逼近誤差和計算誤差與插補算法密切相關。
? 采用逼近誤差和計算誤差較小的插補算法;采用優化的小數圓整法,如:逢奇(偶)四舍五入法、小數累進法等。
? 一般要求上述三誤差的綜合效應小於係統的最小運動指令或脈衝當量。
合成速度的均勻性指標
? 合成速度的均勻性:插補運算輸出的各軸進給率,經運動合成的實際速度(Fr)與給定的進給速度(F )的符合程度。
? 速度不均勻性係數:
?合成速度均勻性係數應滿足:
? λmax ≤ 1 %
? 插補算法要盡可能簡單,要便於編程
因為插補運算是實時性很強的運算,若算法太複雜,計算機的每次插補運算的時間必然加長,從而限製進給速度指標和精度指標的提高。
 |
智能PID控製參數調試重點參數值 |
| 智能PID控製參數調試過程中,由於自整定得到的PID控製參數不一定是最佳值,所以自整定後儀表的控製效果不一定最理想,如不能滿足控製係統的精度要求,可以通過手動設定,微調這幾個參數的值,使係統達到滿意的控製效果。 (1)比例帶P的選取 由於P的大小直接影... |
 |
模糊智能PID溫控器的參數意義 |
| 國內生產廠家的PID幾乎都是一樣的原理下麵就說一說模糊智能PID溫控器的參數意義: P:為比例帶,它在PID調節中,輸出控製量的大小與測量值和設定值之間的偏差成比例關係,偏差越大,輸出越大,儀表比例參數P的設定值越大,控製靈敏度越低,穩定性越高;P的設定值越小... |
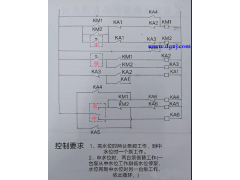 |
比武考試題目兩台泵排水係統控製 |
| 比武考試的題目,是兩台泵排水係統控製。 要求: 1、水到達中水位時,一個泵開始排水,一個泵排不急,水位上升到高水位時,另一台泵也開始排水,水位下降到中水位時,這台泵停。 2、當水位到達中水位時,一個泵開始排水,水位到達低水位時泵停,當水位再次到... |
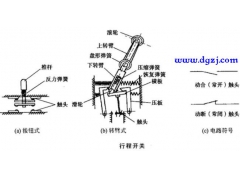 |
行程開關和組合開關的區別 |
| 一、行程開關 1、行程開關又稱限位開關,是利用機械運動部件的碰撞或接近來控製其觸頭動作的主令電器,用來控製機械運動部件的行程和變換運動的方向、速度及程序控製。常用形式有按鈕式和轉臂式兩種。按鈕式行程開關與按鈕開關極其類似,不同之處是它依靠機... |
 |
法蘭變送器比普通變送器精度低的原因 |
| 普通變送器沒有遠傳密封裝置,被測介質通過導壓管進入測量室。 法蘭變送器在普通變送器基礎上增加遠程密封裝置,基本構成有法蘭膜盒、毛細管、毛細管內填充液。 如何工作?被測介質直接作用在法蘭膜盒上,此刻膜盒發生形變,毛細管內填充液將壓力傳遞到變送... |
- 富士達故障代碼識別
- 風電設備安裝中塔架出現輕微變形的原因及
- 電梯變頻器維護注意事項
- 變頻器出現欠電壓的處理方法
- 變頻器回饋製動電路原理及算法
- 單相交流電機可以用變頻器嗎
- 起動機工作原理
- 給電子愛好者或電氣類專業學生的個人經驗
- 丹佛斯變頻器維修常見故障實例
- 人機界麵設計過程和步驟分類
- 三菱變頻器e700規格參數表
- 西門子變頻器故障代碼F231維修實例
- 壓力傳感器計量檢定方法
- 變頻器專用進線電抗器功能有哪些
- 深川變頻器常見故障維修案例
- 可編程控製器工作原理和信號傳遞過程(從
- abb變頻器報接地故障原因分析
- 西門子變頻器無顯示故障維修實例
- 鼠籠式電機軟起動器參數設置說明
- PT100溫度變送器接線圖及程序設計